試作から数10万個まで、切削の小回りを利かせます!
切削だから、寸法が自由!

TEL 06−6791−1774
リピートに自信があります! すべてをデータベース化
|
六角ナット 寸切ボルト 精密挽物 複合加工 試作から数10万個まで、切削の小回りを利かせます! 切削だから、寸法が自由! |
|
|
|
株式会社 南製作所 TEL 06−6791−1774 |
|||
| 新規立ち上げが得意です! NC,一人で7年で1400件 リピートに自信があります! すべてをデータベース化 |
|||
 トップ ページ > 得意な分野 > 職人の手作業
トップ ページ > 得意な分野 > 職人の手作業
フライス:機械でやるよりも高能率

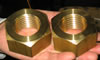
左の品物は機械で自動化しようと思えば、できないことはありません(当社のNCでは無理)。しかし、このような大きな二面割は、機械でエンドミルを走らせるより、後加工としてフライスで二面割するほうがずっと能率的です。
この品物は、まず、NCで切り落とし(きれいな球先が必要なため)、次いで手作業で二面割し、横穴をあけ、穴面取りをします。南製作所には、 やといを作る技術、ベテランの職人の手際よい手作業があります。手前側ニッケルメッキ(ガラ)です。 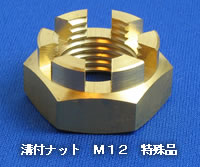
左の溝付ナットは、M12で低形2種です。(JISでは規格がありませんが、他サイズより推定して作った特殊品です。特殊品であるなしにかかわらず、真鍮では、すべて受注生産品です。)
これもNCで完成品加工は可能ですが、そんなことをするより、ベテランの職人に手作業でフライス加工(割)してもらったほうが、ずっと簡単です。ナットの作り方に割が加わるだけですので、経済的な単価でできます。 最後にねじ切りをしますので、ねじもスムーズに入ります。 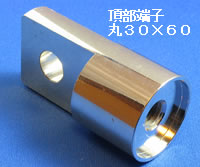
左の写真では大きさが分かりませんが、丸30X60あります。この二面割は中央部10mm残して、左右から10mmずつ35mmの深さで削るものです。大きいサイドカッターを買ってフライス割(手作業)で行っています。
割る量が少なければもう少し深いものも割れますが、南製作所でフライス割できる最大寸法と考えてください。 横穴も、割った面との位置関係がありますので、手作業で行います。 タップ:手作業のほうが早い

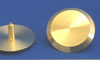
左の写真は片側にだけ深めのタップのある片ねじです。六角10X60でタップがM6X27の簡単な品物です。これを乾式で高効率で作るには、あえて、タップを後加工として、手作業で行います。下穴も結構深いものが必要です。タップを立てるには回転数を落とさなければならないし、熱の問題もあるためです。
封印ビス・封印ナット
これも経済性を考えると手作業 
封印ビスは、筋割と横穴が直交していなければなりません。
いろいろな作り方があるでしょうが、普通、割は後加工でしかできません。この割と横穴が直交ですから、横穴がさらに後になります。カム式精密自動旋盤で作っておいてから、割と横穴を手作業で行う。ローテクですが、最も経済的な作り方です。 封印ナットも、経済性を考えると、手作業ということになります。 これはどう考えても手作業でしょう

左右から大きなすじ割が直行して入っています。また、このすじ割にあわせて横穴が開いています。写真では見えませんが、軸方向中心にも穴が開いています。
カム式自動機で外形を作ってから、手作業で、最初の割を入れていきます。2つ目の割は、位置を決めて割らなければなりませんが、 ベテランの職人は、すいすいと「やとい」(治具)を作ってしまいます。横穴も同様「やとい」が必要です。 
これぞ究極の手作業。この形である限り、手作業でしょう。それぞれ作った部品をねじ込んで、半田付け。位置をあわして横穴あけ。ニッケルメッキをしています。
|
<職人である社長が自ら作っているサイトです。>
お見積もりが遅れ、大変ご迷惑をかけています。 ◆工夫することが大好きです。 ◆パソコンの積極利用で効率よく加工 技術支援 ◆品質管理 ◆設備 ◆製作品集 ◆会社案内 ◆お取引について
◆真鍮は環境に優しい ◆自衛隊の潜水艦の魚雷発射管の部品を10年以上作り続けています。 ◆新幹線の化粧ボルトも作っています。 ◆六角穴加工開発物語 ◆データベース開発物語 |