���삩�琔10�����܂ŁA�؍�̏����𗘂����܂��I
�؍킾����A���@�����R�I

�@�s�d�k�@�O�U�|�U�V�X�P�|�P�V�V�S
���s�[�g�Ɏ��M������܂��I�@���ׂĂ��f�[�^�x�[�X��
|
�Z�půā@�������ā@�����ҕ��@�������H ���삩�琔10�����܂ŁA�؍�̏����𗘂����܂��I �؍킾����A���@�����R�I |
|
|
|
������� �쐻�쏊 �@�s�d�k�@�O�U�|�U�V�X�P�|�P�V�V�S |
|||
| �V�K�����グ�����ӂł��I�@NC,��l��7�N��1400�� ���s�[�g�Ɏ��M������܂��I�@���ׂĂ��f�[�^�x�[�X�� |
|||
�g�b�v �y�[�W�@���@�Z�p���@���@���̂̉��H

�@���̂̉��H�����M�����Z�p�̂ЂƂł��B���ӂ̎O�p���E�p�\�R���𗘗p���Đ��m�ȍ��W�����߁A�K�Ȑ؍�����ƁA���܂��܂ȍH�v�ɂ��A���m�ɍ��グ�Ă����܂��B���̂����̂Q�_�����Љ�܂��B
���̂̉��H�@�@�@���t��
���Ђ̒�Ă��琶�܂ꂽ�i���ł� 
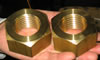
�@���̎ʐ^�P�́A���b�L�̓d�ɂŁA���ɕ����������̂ł��B���ɂ̓��[�h�������錊���J���Ă���A���̊O���ɂ́A�����z�[�X�̔����~�߂̓ˋN�����Ă��܂��B���̒��a�͂Q�S�D�W�����ł��B
�@���̕i���̓����́A���炩�Ő��m�ȋ��ł��邱�ƂƁA���̊J�����������邱�Ƃł��B�������������ēˋN�̂��长���A���̕i�����d�グ�������Ă��܂��B �i���̋��̏ꍇ�A���a�̌덷�͂O�D�O�T�����ȉ��ɗ}���Ă��܂��B���[�U�[�̗v���͂O�D�P�����j�@ �@���Ƃ��ƃ��[�U�[����́A����Ȃ��͍̂��Ȃ��Ǝv���Ă��Ă��āA���ƕ���ʁX�ɍ��A�ォ�烍�E�t�����Ăق����Ƃ����v�]�ł����B�ȑO���炱�̃��[�U�[����ɂ́A���˂��̂�������p�ɂɔ[�߂Ă��܂����̂Łi���̏ꍇ�́A�˂���Ƃ��ŋ����x���Ďd�グ�܂��j�A�����悤�ɍl����ꂽ�悤�ł��B �@�������A��ƍH�����������钆�ŁA�C�Â��܂����B�ꌩ���݂ɂ����ˋN�ł����A���ꂪ�����邩�炱���A�Q�����H���e�Ղɂł���̂ł͂Ȃ����Ƃ������Ƃł��B���������̖_�̏ꍇ�́A�`���b�N�ɖ������ɂ����A�������Ďd�グ�̍ۂɂ���₷���̂ł͂Ȃ����B �@�����ŁA��̂��̂ʼn��H�ł���Ƃ������邱�ƁA���̂ق��������ƊȒP�Ɉ����ł��邱�Ƃ�`���܂����B��������Ă݂�ƁA�ƂĂ����m�ȋ����ł��܂����B�˂���Ƃ��̏ꍇ�����i�i���m�ł����B�������Ă��̕i�������܂�܂����B �@�ۖ_������H���܂��̂ŁA�������藎�Ƃ����ɂȂ�A���炩�ɂ��邽�߂ɂ́A�Q�����H���K�v�ɂȂ��Ă��܂��B�Ƃ��낪�A��ŏ������悤�ɁA���̂܂܂ł͂Q�����H�̃`���b�L���O���ł��܂���B���̂��߁A��p�̂�Ƃ������A�����p���Ďd�グ�܂��B �ȉ��A���H�����ɐ������܂��B 
�@�P�����H
�@ �܂��A�Q�T�����̖_�ނ̊O�`�؍�ƌ����������܂��B���̂m�b���Ձi�a�m�c�R�S�s�R �j�͂a���������A�O�a�؍�ƃh�������O�̓����؍킪�ł��܂��B�O�a�͂Q�i�K�Ŕ҂��A�Q��ڂł͋��ʂ̎d�グ(�E����)�����܂��B �؍���͎g���܂���B �@ �������H�œ������H������ƁA�M���������₷���ł����A�؍�����߂���Ƌ��ɁA�ׂ������@���Ǘ����ĉ������Ă��܂��B 
�@���̐藎�Ƃ����́A������̐n�ō��܂����A�����̐n�̃m�[�Y�q�����������߁A�Ȃ��Ȃ����ꂢ�ɂ͂ł��܂���B�܂��A�藎�Ƃ��̃`���{���ł��邽�߁A���̍������́A�ォ��̎d�グ�Ɏc���܂��B��������Q�i�K�ō���Ă��܂��B�d�グ��͂O�D�Q�������x�ł��B
�@ ���܂�d�オ�����ɂ���Ȃ��̂ł���A�P�����H�Ŋ����ł��܂��B 
�@�Q�����H���s���ۂ̂�Ƃ��ł��B�ʐ^�R�̉E�����ɂ҂����荇���^������A����𒆉��łQ�Ɋ���܂��B�@���̕��ɓˋN�����邽�߁A�͂ߍ��ނƁA�҂�����Ƃ���������܂���B�������A�͂ߍ���Ԃł��B
�@ ���̕����̎d�グ���@�𐳊m�ɂ��Ȃ��ƁA��Ńr�r���Ȃǂ̖�肪�������܂��B 
�@�ʐ^�S�̂�Ƃ��ł͂��݁A�`���b�L���O���܂��B���Ɍ�������A���̌������w�肳��Ă��邽�߁A�`���b�N���������邱�Ƃ��ł��܂���B�グ��ƌ����������Ȃ�܂��B�܂��A��Ƃ��ƃ��[�N���������肢���ĂȂ��ƁA�r�r���܂��B�����Ȓ��߂��K�v�ł��B
�@�d�グ�ʂ̂Ȃ��ڂ́A�O�D�O�P�����ȉ��ł������ƁA�͂����蕪����܂��̂ŁA�����ɂ��炵���ȗ��ŏ��X�ɂȂ��悤�ɂ��܂��B �@ �d�グ�̂Ȃ��ڂ��A���̍��̂ق��Ō����܂��B�^�J�͂��тɂ��������ł����A�_������̂��A�؍풼��Ƃ��炭�u�������̂ł͐F���قȂ�܂��B�������A�����ɓ����F�ɒǂ����A�Ȃ��ڂ�������Ȃ��Ȃ�܂��B ���̂̉��H�A�@�@���[���[

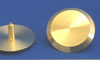
�@���̎ʐ^�U �́A���[���[�ł��B���E�Ώ̂̉�]�̂ł��B�O�`�͊ۂR�Q�ŁA�����ɁA�q�P�T�̍a������܂��B�a�̂����Ɛ[���Ƃ���łP�T�ӂł��B
�@ R�̗��[���́A���\�p�x�����邽�߁A����Ȑn���g��Ȃ���A�ʏ�͂��ꂢ�Ɏd�オ��܂���B �@ �������A���m�ȍ��W�v�Z�ƁA�؍�����ŁA�����̐n�Q��(�O�����A������j�ŁA���m�ɔ������؍�ł��܂��B�����̐n�̂��߁A�i��芷���̎�Ԃ�������Ȃ��Ȃ�܂��B �@ �܂��A�d�グ���K�v�Ȃ����߁A���ԒZ�k���ł��A���H����ߖ�ł��܂��B (���i�̎ʐ^���Ȃ����߁A�؍풆�̎ʐ^�ł�) 
�@�Q�̐n��R�̂��傤�ǐ^�łȂ�����A���W�v�Z�͊ȒP�ł����A�O�����̐n�̐n��p���R�O�����邽�߁A���S��萔���������ɂ��ꂽ�Ƃ��납�炵���q�ɓ͂��܂���B
�@ �ʐ^�V�́A�Ȃ��ڂ̒n�_�܂Œ����ō��A��������P�TR�ō���Ă���Ƃ���ł��B����߂��āA�d�グ�����˂Ă��܂��B�܂��A�O���ɒB���镔���ł͊p�x����邭���A�����������ʎ������Ă��܂��B �@ �ʐ^�E���Ƀh�������ʂ��Ă��܂����A�������H�̃h�����ł��B 
�@�����ŁA������̐n�ʼnE����R�����܂��B������̐n�́A�[�����Ȃ��n�ł����A���炩���ߊO�����Ŕ҂��Ă��邽�߁A���S�Ȃ��A���ꂢ�ɍ��܂��B
�@ �Ȃ��ڂ̑O��ŁA������R�����点�āA�Ȃ��ڂ�������Ȃ��悤�ɂ��܂��B���̏������e�[�p�[�؍���d�˂�v�̂ł��B �@ ��������ƁA�ʐ^�U�̂悤�ɂ��ꂢ�ɂȂ���܂��B �@ �����̐n���g���Ă��邽�߁A�I�t�Z�b�g�͂������ӂ��Ă��܂��̂ŁA���m�ȂP�TR�ɂȂ��Ă��܂��B�m�F�̂��߁A�ۂR�O�̊ۍނĂĂ݂܂����A�҂�����ł��B �@ �ʐ^�U�́A�Ȗʐ؍��A�藎�Ƃ����̒i������Ă���Ƃ���ł��B ���̑��̋��ʂ̉��H
�@R��R���Ȃ����H�����ӂƂ��Ă��܂��B�Ⴆ�A���σ{���g�̓��̒[�ʂ��傫��R�ŁA���ʂƂ̊p�̕������ʂ̏�����R�ɂȂ��Ă���ꍇ�Ȃǂł��B���̏ꍇ�́A�ꌩ������ł����A�}�`�������Ă݂�ƁA�ȒP�ȂP���������Ő��m�ȍ��W�����߂��܂��B
�@ ���W�����܂�A�n���͎���̃\�t�g�ŊȒP�ɕ�ł��A���m�Ȑ؍킪�ł��܂��B �@ ���ׂĂł���킯�ł͂���܂��A���̓s�x�A���w�̓������ɒ��킷�����ŁA�撣���ĉ����Ă��܂��B |
���E�l�ł���В����������Ă���T�C�g�ł��B��
�@�����ς��肪�x��A��ς����f�������Ă��܂��B ���H�v���邱�Ƃ���D���ł��B ���p�\�R���̐ϋɗ��p�Ō����悭���H�@�Z�p�x�� ���i���Ǘ� ���ݔ� ������i�W ����Јē� ��������ɂ���
���^�J�����ɗD���� �����q�����������̋������ˊǂ̕��i���P�O�N�ȏ��葱���Ă��܂��B ���V�����̉��σ{���g������Ă��܂��B ���Z�p�����H�J������ ���f�[�^�x�[�X�J������ |