試作から数10万個まで、切削の小回りを利かせます!
切削だから、寸法が自由!

TEL 06−6791−1774
リピートに自信があります! すべてをデータベース化
|
六角ナット 寸切ボルト 精密挽物 複合加工 試作から数10万個まで、切削の小回りを利かせます! 切削だから、寸法が自由! |
|
|
|
株式会社 南製作所 TEL 06−6791−1774 |
|||
| 新規立ち上げが得意です! NC,一人で7年で1400件 リピートに自信があります! すべてをデータベース化 |
|||
|
トップ ページ > 技術情報 > 六角穴加工
六角穴までNC旋盤で一貫加工 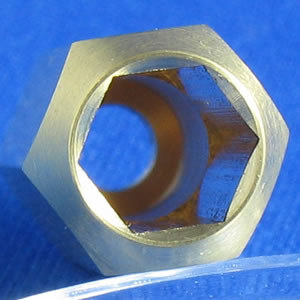
六角穴加工も、得意な技術の一つです。
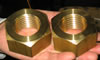
左の写真は、最近、NC旋盤で加工したものです。通常の六角棒からの加工です。 品物の外径が六角10mm、六角穴は六角6.4mmで深さが15mmです。 外径と六角穴の向きをそろえています。 1チャックで、ほぼ完成品加工ができます。(切り落とし側の穴面取りだけ後加工) 1個作るのに約43秒ですので、効率よく量産できます。 新情報 六角6.4X25の六角穴加工に成功しました。(すぐ下の写真 2段目右端 クリックすると拡大します。)
南製作所の六角穴加工の特徴
<NC旋盤で一貫加工>
一般に六角穴加工は、大量生産でない限り、後加工となりますが、南製作所では、六角穴加工の工具を自作し、NC加工のひとつのパートして加工します。 そのため、工程順が自由で、六角穴のすぐそばのねじでも、ゆがみがありません。変形のない正確なねじができます。六角穴付止めねじ(ホーローセット)や六角穴付テーパープラグなどは、特にご好評を頂いています。 また、バリ取り工程を標準化し、六角穴加工で生ずるバリや切粉もきれいに取っています。 さらに、NCのため工具の位置の微調整が簡単に行え、力も強いため、ドリル穴のRのほとんど残らない正確な六角穴が加工できます。もちろん、六角穴のねじれもありません。 NC旋盤での一貫加工のため、さまざまな形状が自由です。例えば、とがり先やニードルのように、後加工の六角穴加工が困難であったり、できなかったものでも加工できます。 仕上がり状態を、拡大写真でお確かめください。 また、これらの加工は、すべてデータベース化していますので、 リピートや類似品の加工が容易にできます。(工具配置や取り付け位置も標準化しています。) <加工できる六角穴のサイズ> 六角2、六角2.5、六角3、六角4、六角5、六角6、六角6.4 (六角穴のサイズは、六角形の面と面の距離です。今のところ、六角6.4mmを超えるサイズの六角穴は、専門の矢打ち屋さんに外注しています。) 六角穴付きテーパープラグ

NC旋盤による一貫加工のため、工程順が自由で、狂いのないねじが加工できます。大変好評を頂いている品物です。
テーパーねじの座標計算も、パソコンでねじの種類や長さなどを代入するだけで、自動計算できるようにしていますので、手早く正確な座標が得られます。 完成品加工としては、今のところ、R1/16とR1/8とR1/4ですが、切削加工ですので、ねじも、浮きでも沈みでも、特別なゲージ合わせでもしています。また、全長の違うものもしていますし、棒先が付いたものもしています。 ねじ切りは、汎用化できるように、さらえ刃を使わず、外形を引いてから、ねじ切りバイトで切っています。もちろんバリ取りの動きも加え、バリのないねじになっています。 六角穴付き止めねじ(ホーローセット)

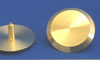
六角穴付き止めねじも 、よく注文される品物です。
現在、M4、M5、M6、M8、M10、M12の6種類のねじで作っていますが、さまざまな長さのもの、とがり先のもの、つばの付いたものなど、いろいろなバリエーションをしています。 これも六角穴加工が先ですので、正確なねじが作れます。 もちろん切削ですので、ねじの硬いゆるいも自由です。 また、 六角穴の深さもさまざまですし、 中には、締め付けのトルクがかかりすぎるのを防ぐためか、下穴をわざと大きくして六角の角だけの六角穴加工もしています。(右上の2点) その他の六角穴を使った品物

左の1の写真は、奥に六角穴が開いています。このような六角穴加工も可能です。また、この加工では材料の六角(外周の六角)と六角穴の辺の向きをそろえています。段取りは結構大変ですが、一度合わせば、NCの割り出しですので、ずれることはありません。1チャックで作っています。
2の写真は、タップと六角穴がそれぞれ反対側から加工され、それぞれの有効が大きく、穴が貫通してはならない、ぎりぎりの加工を要求されるものです。 (全長19.8 ねじ5/16−18UNCの有効12、六角5の有効4) この場合の六角穴加工は2次加工です。2次加工の際には、NCのチャックではさみますが、ねじがありチャック圧が上げられません。また、六角穴あけの圧力を支える部分もテーパーのため、そのままで受けると傷が付きます。そこで、テーパーに合わせた専用のやといを使います。 
左のような品物も1チャックで作ることができます。ノズルのようなものでしょうか、六角穴の下穴が奥まで続き、左右のエンドミルの穴につながっています。
「六角穴加工開発物語」
それはクレーム処理から始まった 「風の中の昴・・・・・」「・・・・そのとき、南は言った。」
・・・・妻の千恵子は、黙ってついていった。 そんなわけないでしょう。私のところは共働きで、しかも全く違う仕事をしております。 冗談はさておいておいて、 六角穴加工は、現在では南製作所の得意加工のひとつになっていますが、 かつてはクレーム処理に悩まされた品物でした。 カム式自動旋盤が主流の時代から、南製作所では、六角穴付き止めねじを時々作っていました。大量生産でヘッダーとかで作る場合は別にして、そんなに多くない数の 場合は切削で作ります。 普通は、寸切(長ねじ、2〜3mのもの)を作り、これをカム式精密自動旋盤で六角穴の下穴を開けて、それぞれの形状に切り落としていました。つぎに、これを矢打ち屋に出し(外注)、六角穴をあけてもらっていました。 ところが、先にも書いたように、ねじのすぐ内側に、六角矢を打ち入れるため、ねじが微妙に膨れてしまいます。これを予想して、寸切の時点で、ゲージの範囲でやや細めのねじを切っておくのですが、矢打ちも手作業のためか、時々予想以上に膨れてしまう場合がありました。予想以上といっても、実用に影響のある範囲ではありません。雌ねじ相手で固くなるということはなく、ゲージで入り難く(少し固く)なる程度です。 とはいえ、ゲージで固ければ、これは問題です。まず問題にされませんでしたが、クレームになると、ろくろを使って、ねじの通し直しをひとつずつするという、大変手間なことをしていました。 景気のよい時代は、全く問題にされませんでした。ところが世の中の景気が減速してくると、相見積もりの増加とともに、ゲージ検査が問題にされるようになりました。全品通し直しをしても、なぜか、ゲージに固いものが混ざる。そのたびに、ろくろで通し直し。大した工賃をもらっていないのに、時間ばかりかかり、品物も汚くなっていく。六角穴加工後のバリ取りも一つずつきっちりしなければならない。根気のいい古くからの職人も、愚痴をこぼすようになりました。 もうこの品物は、できないと言おうかというとき、ちょうど、導入の遅れていたNC加工が軌道に乗ってきていました。納入先(Mさんとしておきます)とあれこれ相談しているとき、NCで矢打ち(六角穴加工)ができるのではないかという話になりました。納期がなかったので、とにかく矢打ち屋で六角矢を借りてきてやるから、やってみてくれと頼まれました。それならということで、挑戦しました。 今と同じように、先に六角穴を加工してから、チップでねじを切りました。ねじは、全く問題のない、美しいねじが切れました。ところが、六角穴がどうも小さい。六角レンチを押し込めば入るが、とても固い。何度やっても、いろいろ変えても解決しない。これはどう考えても、実用上問題がある。 悶々としていると、Mさんがやってきて、これはきれいに出来たといって喜んでくれる。六角穴が固いといってもまったく問題になさらない。これでいいから、急いで作ってくれということになりました。1回はそれで作りましたが、私はどうしても気に入らない。いろいろ試行錯誤を続けるがうまくいきません。そのうちに、前回と一緒でいいから作ってくれといってきました。うううう・・・・。 (次回に続く) 今回はここまで。また時間を見つけて書いていきます。お読みいただいてありがとうございます。 
このページのトップへ |
<職人である社長が自ら作っているサイトです。>
お見積もりが遅れ、大変ご迷惑をかけています。 ◆工夫することが大好きです。 ◆パソコンの積極利用で効率よく加工 技術支援 ◆品質管理 ◆設備 ◆製作品集 ◆会社案内 ◆お取引について
◆真鍮は環境に優しい ◆自衛隊の潜水艦の魚雷発射管の部品を10年以上作り続けています。 ◆新幹線の化粧ボルトも作っています。 ◆六角穴加工開発物語 ◆データベース開発物語 |