試作から数10万個まで、切削の小回りを利かせます!
切削だから、寸法が自由!

TEL 06−6791−1774
リピートに自信があります! すべてをデータベース化
|
六角ナット 寸切ボルト 精密挽物 複合加工 試作から数10万個まで、切削の小回りを利かせます! 切削だから、寸法が自由! |
|
|
|
株式会社 南製作所 TEL 06−6791−1774 |
|||
| 新規立ち上げが得意です! NC,一人で7年で1400件 リピートに自信があります! すべてをデータベース化 |
|||
|
トップ ページ > 技術情報 > 横穴のある加工 
真鍮ならではの完成品加工
現在では回転工具を持つ複合NC旋盤はありふれたものになりましたが、真鍮であるがゆえに、工夫することで、機械の能力を最大限引き出し、完成品にできる加工があります。その加工をご紹介しましょう。
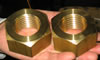
次の品物(写真1)が、1チャックで、完成品になります。ビビりもなく、バリもありません。1チャックなので、加工間のずれは、ありません。(もちろん工具が正確につけられている場合) この完成品加工が127秒/個でできます。切削油を使いませんので、脱脂のための洗浄も必要ありません。 
素材は、C3604(快削黄銅棒)の丸28mmで、全長が40mmです。
外側にM28P1.5のねじが有効31mm切っています。内側はM20P1.5のねじが貫通です。両側とも面取りが必要です。 ちょうど真ん中に90度間隔で丸10mmの穴が4箇所あいています。この横穴には面取りが必要です。 形としては単純なもので、一見簡単そうに見えますが、実際作ろうと思うと、結構厄介なものです。経験の浅い職人は後加工が必要といいます。バリ取りもしなければならないといいます。 
ねじは両方とも、ねじ切りバイトで切りますが、ねじを切る手順を間違うと、強烈にビビります。横穴をあけると外側も内側もバリが出ます。
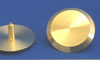
南製作所では、これらがすべて解決されて、1チャックで完成品にできるのです。 上の写真1で手前側は、実は切り落とし側です(棒材から加工しています)。右側の写真2がその拡大です。よく見てください。切り落としたままです。仕上げたようになっていますが、後加工は何もしていません。 突っ切りバイトは、自作の完成バイト(ノウハウが詰まっています)を使うため、端面を仕上げながら、且つバリなしで切り落とします。内側のねじ(雌ねじ)の面取りもきれいに終わっています。 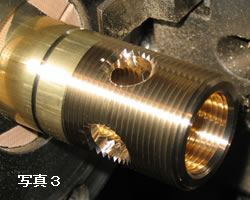
左の写真3は、切り落とし以外の加工が終わり、まさに切り落としに入ろうとするところです。(写真撮影のため、機械は停止しています。また、見やすいように、切り粉はエアーブローでとばしています)
右側から削っていきますので、ねじの右側は、バリ取りし終わり、バリはありません。 横穴は、面取りされ、この部分のバリ取りも終わっています。 この写真3の上側に写っているのが、自作の突っ切りバイトです。 写真の左側のコレットチャックには、切り粉進入防止のためにガムテープを張っています。 
横穴の部分のねじの拡大写真(写真4)です。全くバリがありません。 この加工に使った工具
実は、この加工では、新たな工具は作っていません。
横穴をあけたドリルは、他の品物で使っている自作のジャパンドリル(穴面取り付)です。 内側のねじを切るねじ切りバイトだけは、少し改良しました。一般的なねじ切りバイトでは40mmも届かないので、胴の部分を少し削りました。真鍮の場合、鉄ほど工具の剛性は求められませんので、加工できる範囲を増やすため、市販の工具に手を加えています。 これ以外はすべて汎用工具です。 どんな横穴加工ができるか
回転工具がつけられるNC旋盤は、3台ありますが、すべて主軸(スピンドル)は、5度きざみで割り出しでき、固定できます。
したがって、1チャックで加工できる範囲であれば、5度きざみであれば、どの位置でも、いくつでも正確に横穴があけられます。 小型のNC旋盤では、X軸回転工具が2つありますので、穴あけ後、タッピングもできます。 また、自作のジャパンドリルを使いますので、段付ドリルを使えば、1つの回転工具で2種類の径の穴を開けることも可能です。(中心の空洞が大きくなければなりませんが) また、四角材や六角材では、チャッキングをやり直しても回転方向には、ずれませんので、 多段出しをして、より長いものに穴をたくさん開けることもできます。 ドリルをエンドミルに置き換えると

左の写真のように穴を横長にすることができます。
真鍮の品物ですが、タコCr(クロム)メッキが施されています。医療用ということで丁寧には作っていますが、バフはかけていません。切り落としの際の小さなチョボ(つめを立ててやっと確認できるぐらい小さいもの)を取るための仕上げはしますが、これ以外はすべて1次加工でできてしまいます。 エンドミルを使った加工は、ほかにもできますので、エンドミルの加工(別ページ)で詳しくご説明します。 |
<職人である社長が自ら作っているサイトです。>
お見積もりが遅れ、大変ご迷惑をかけています。 ◆工夫することが大好きです。 ◆パソコンの積極利用で効率よく加工 技術支援 ◆品質管理 ◆設備 ◆製作品集 ◆会社案内 ◆お取引について
◆真鍮は環境に優しい ◆自衛隊の潜水艦の魚雷発射管の部品を10年以上作り続けています。 ◆新幹線の化粧ボルトも作っています。 ◆六角穴加工開発物語 ◆データベース開発物語 |