試作から数10万個まで、切削の小回りを利かせます!
切削だから、寸法が自由!

TEL 06−6791−1774
リピートに自信があります! すべてをデータベース化
|
六角ナット 寸切ボルト 精密挽物 複合加工 試作から数10万個まで、切削の小回りを利かせます! 切削だから、寸法が自由! |
|
|
|
株式会社 南製作所 TEL 06−6791−1774 |
|||
| 新規立ち上げが得意です! NC,一人で7年で1400件 リピートに自信があります! すべてをデータベース化 |
|||
|
トップ ページ > 技術情報 > 横穴のある加工
多段出し加工
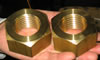
南製作所のNC旋盤は、主軸固定型ですが、下の写真のような長い品物が加工できます。

A2011(快削アルミ)で、外径φ15で、全長が118あります。中央部には260.45Rの滑らかなくぼみ、両側には3本ずつ溝があります。両端には雌ねじがあります。
ピーターマンタイプなら、ガイドがあるので、長いものも加工できますが、主軸固定型では1チャックでビビらない範囲しか加工できないものです。 ところが、工夫次第では、こんなに長いものでも難なく加工できます。 南製作所の NCは、バーワーク仕様で、材料は自動で送り出され、当たりによってその送り出し量が決められます。これを利用します。チャック際で削っては送り出し、またチャック際で削っては送り出すのです。これらは、プログラムで自動化できます。この品物は、4度出しで作っています。 中央部のRは、2度で削っています。巧みなプログラムで、全く段差が分からなくなり、綺麗で正確な260.45Rになっています。 ただ、この多段出し加工には、欠点もあります。高い同軸度が要求される場合は使えないことです。チャッキングし直せば、必ず軸はずれます。丸材の場合で、このあたりのサイズで2チャック間で20μ程度ずれると思います。これだけずれても、技術と経験で、外形は滑らかにつなぐことができます。六角材や四角材は、もっとずれ、苦労します。 もちろん大型の機械では、こんなに複雑なことをしなくても簡単に作れます。これだけの長さのストロークがあり、テールストックがついていれば問題ありません。小社の場合も、大型機で簡単にできます。 ただ、力のいらない加工なので、小型機でできれば、そのほうが効率的です。小型機で力のいる仕事はできません。 また、小社独自の理由もあります。真鍮ダライ粉にアルミが混ざると商品価値がなくなるのです。混ざらないよう掃除が不可欠ですが、小型機のほうが掃除が簡単です。 多段出し加工の製作品

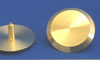
左の写真2は、キャップ(六角穴付ボルト)です。
もっとも長いものは、M6X125です。 上のものと同じように、多段出しで作っています。胴は滑らかで、つなぎ目はわかりません。ボルトの胴の公差幅は広いので、全く問題ありません。
下の製作品も同じようにして作っています。
押し戻し加工

多段出し加工を応用すると、また変わった加工ができます。それが、押し戻し加工です。
左の写真3は、外径が太いところでφ5.1、全長31です。 片側からφ3の穴が開き(貫通ではない)φ1の横穴につながっています。一見簡単な品物ですが、横穴が細いため、工夫が必要です。 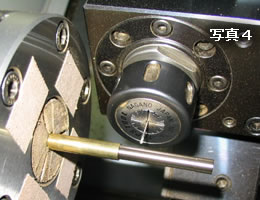
左の写真4は、回転工具でφ1の横穴をあけようとしているところです。φ1のドリル(自作のジャパンドリル)は、細いため、短くつけなければなりません。一方、回転工具の台は大きく、これ以上チャック側に近づけるとチャックと干渉して(ぶつかって)しまいます。ワークをこれだけ前に出さないと、横穴はあけられないのです。
ところが、この位置では、外形を削るとビビりますし、切り落としも、たわんでしまって大きなチョボができてしまいます。 そこで、外形切削と切り落としは、チャック際で行います。 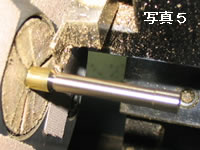
左の写真5は、普通のチャッキング位置です。
はじめから順に言いますと、まず、この位置で外形とφ3の穴を削ります。 そして、次に写真4のようにワークを10mm前に出して、横穴をあけます。次に、またはじめの位置(写真5)まで押し戻して、切り落としをします。写真5は切り落としの瞬間です。 言ってしまえば、簡単なことですが、さまざまなノウハウが必要です。ひとつ言えば、押し戻すときには、チャックに切粉が入る可能性があります。絶対に入らないようにしなければなりません。 |
<職人である社長が自ら作っているサイトです。>
お見積もりが遅れ、大変ご迷惑をかけています。 ◆工夫することが大好きです。 ◆パソコンの積極利用で効率よく加工 技術支援 ◆品質管理 ◆設備 ◆製作品集 ◆会社案内 ◆お取引について
◆真鍮は環境に優しい ◆自衛隊の潜水艦の魚雷発射管の部品を10年以上作り続けています。 ◆新幹線の化粧ボルトも作っています。 ◆六角穴加工開発物語 ◆データベース開発物語 |